



Gulungan Filamen PLA werna abu-abu 1kg

| Merek | Torwell |
| Bahan | PLA Standar (NatureWorks 4032D / Total-Corbion LX575) |
| Diameter | 1.75mm/2.85mm/3.0mm |
| Bobot bersih | 1 Kg/gulungan; 250g/gulungan; 500g/gulungan; 3kg/gulungan; 5kg/gulungan; 10kg/gulungan |
| Bobot kotor | 1.2Kg/gulungan |
| Toleransi | ± 0,02mm |
| Lingkungan Panyimpenan | Garing lan berventilasi |
| Setelan Pangatusan | 55˚C sajrone 6 jam |
| Bahan pendukung | Aplikasi nganggo Torwell HIPS, Torwell PVA |
| Persetujuan Sertifikasi | CE, MSDS, Reach, FDA, TUV lan SGS |
| Kompatibel karo | Makerbot, UP, Felix, Reprap, Ultimaker, End3, Creality3D, Raise3D, Prusa i3, Zortrax, XYZ Printing, Omni3D, Snapmaker, BIQU3D, BCN3D, MK3, AnkerMaker lan printer 3D FDM liyane |
| Paket | 1kg/gulungan; 8 gulungan/ctn utawa 10 gulungan/ctn kantong plastik sing disegel nganggo pengering |
Werna kanggo Pilih:
Werna Kasedhiya
Seri normal:Putih, Ireng, Abang, Biru, Kuning, Ijo, Alam, Perak, Abu-abu, Kulit, Emas, Jambon, Ungu, Oranye, Kuning-emas, Kayu, Ijo Natal, Biru galaksi, Biru langit, Transparan
Seri fluoresensi:Abang Neon, Kuning Neon, Ijo Neon, Biru Neon
Seri sing padhang:Ijo sumunar, Biru sumunar
Seri sing bisa ngganti warna:Biru ijo nganti kuning ijo, Biru nganti putih, Ungu nganti Jambon, Abu-abu nganti Putih
Werna khusus kasedhiya. Sampeyan mung kudu ngandhani kode RAL utawa Pantone.

Pameran Model Cetak

Rincian Paket
Filamen PLA gulungan 1kg nganggo pengering ing kemasan vakum.
Saben spool ing kothak individu (kothak Torwell, kothak Netral, utawa kothak Khusus kasedhiya).
8 kothak saben karton (ukuran karton 44x44x19cm).

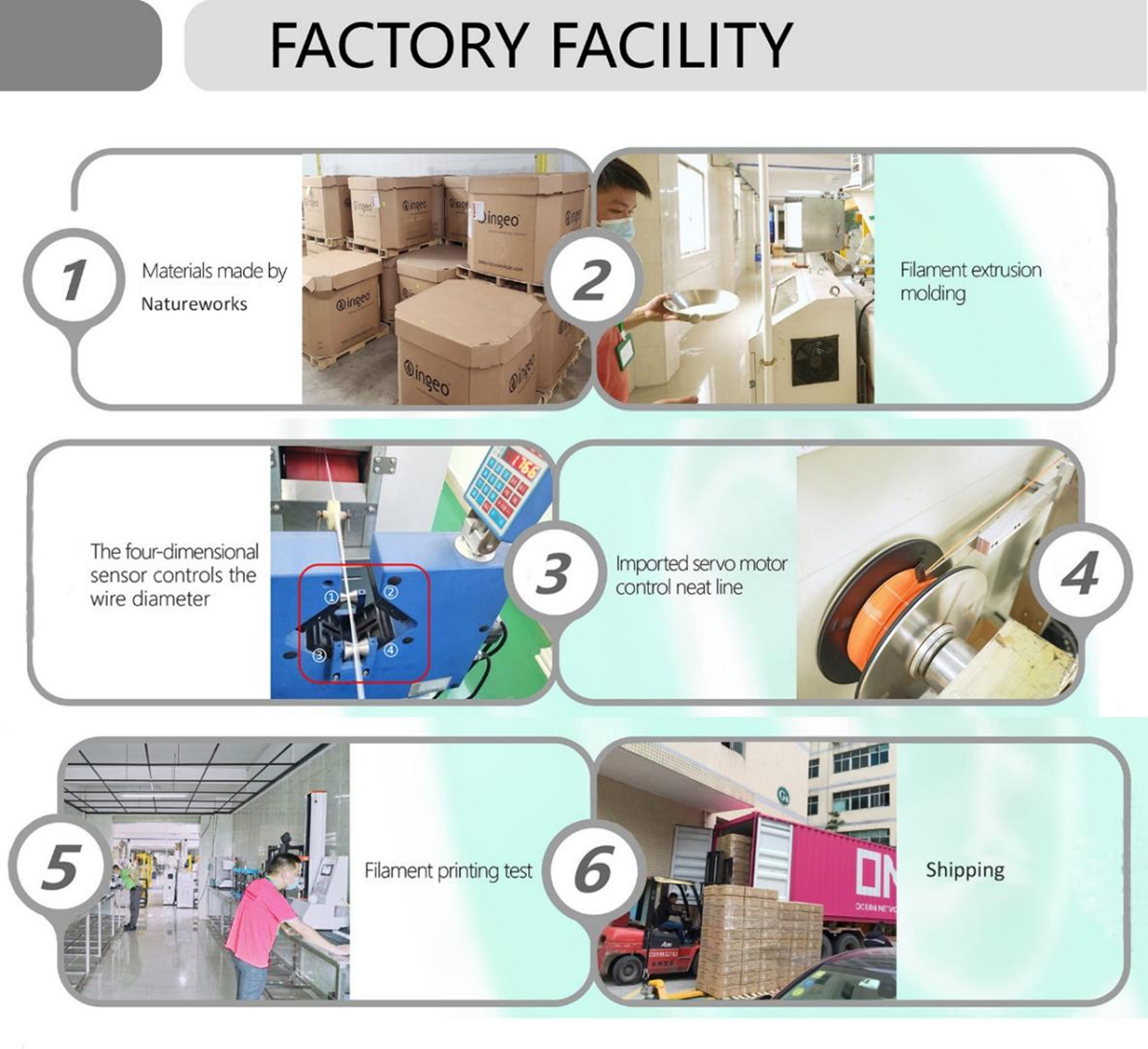
Torwell duwé pengalaman R&D filamen 3D luwih saka 10 taun, lan ngasilaké kabèh jinis filamen, kalebu PLA, PLA+, PETG, ABS, TPU, Kayu PLA, Sutra PLA, Marmer PLA, ASA, Serat Karbon, Nilon, PVA, Logam, Filamen Pembersih, lan liya-liyané. Filamen 3D kanthi skala gedhé kanthi kualitas premium, sing nyumbang marang produk sing hemat biaya lan dipercaya kanggo kabèh printer 3D FDM 1.75mm umum.
Tips kanggo Nyetak filamen PLA
Kanggo mbantu sampeyan nganggo filamen PLA pencetakan 3D, kita menehi 5 tips kanggo nggunakake sawetara tips supaya sampeyan bisa nyetak nganggo filamen PLA:
1. Suhu
Nalika nyetak nganggo filamen PLA, sampeyan disaranake miwiti kanthi suhu wiwitan 195 °C, iki bakal njamin sampeyan menehi kasempatan paling apik kanggo sukses. Suhu kasebut banjur bisa dikurangi utawa ditambah kanthi kenaikan 5 derajat kanggo entuk kualitas cetak lan kekuatan sing pas supaya bisa saling melengkapi. Kanggo nambah adhesi menyang pelat bangunan, luwih becik manasi amben cetak nganti 60 derajat.
2. Suhu sing dhuwur banget
Yen suhune kedhuwuren, senar bakal katon. Extruder bakal mbocorake materi PLA nalika obah ing antarane area sing beda-beda sajrone nyetak. Yen kedadeyan iki, sampeyan kudu nyuda suhu. Lakoni iki kanthi bertahap 5 derajat saben langkah, nganti extruder mandheg mbocorake materi sing akeh banget.
3. Suhu sing kurang banget
Yen suhu cetak kepanasen, filamen bakal gagal nempel ing lapisan sadurunge. Iki bakal nggawe permukaan sing katon lan krasa kasar. Sauntara kuwi, bagean kasebut bakal luwih ringkih lan banjur bisa dipisahake kanthi gampang. Yen iki kedadeyan, suhu sirah cetak kudu ditambah 5 derajat nganti cetakan katon apik lan segmen garis kanggo saben lapisan wis pas. Akibate, bagean kasebut bakal luwih kuwat sawise proyek rampung.
4. Jaga filamen PLA supaya tetep garing
Bahan PLA kudu disimpen ing panggonan sing adhem lan peteng, luwih becik ing kantong sing ditutup rapat, sing bisa mbantu sampeyan njaga kualitas plastik PLA. Iki bakal njamin yen asil proses pencetakan kaya sing dikarepake.
| Kapadhetan | 1,24 g/cm3 |
| Indeks Aliran Leleh (g/10 menit) | 3.5(190℃/2.16kg) |
| Suhu Distorsi Panas | 53℃, 0.45MPa |
| Kekuwatan Tarik | 72 MPa |
| Pemanjangan nalika Pedhot | 11,8% |
| Kekuwatan Fleksibel | 90 MPa |
| Modulus Fleksibel | 1915 MPa |
| Kekuatan IZOD | 5.4kJ/㎡ |
| Kekuwatan | 4/10 |
| Kamungkinan dicithak | 9/10 |
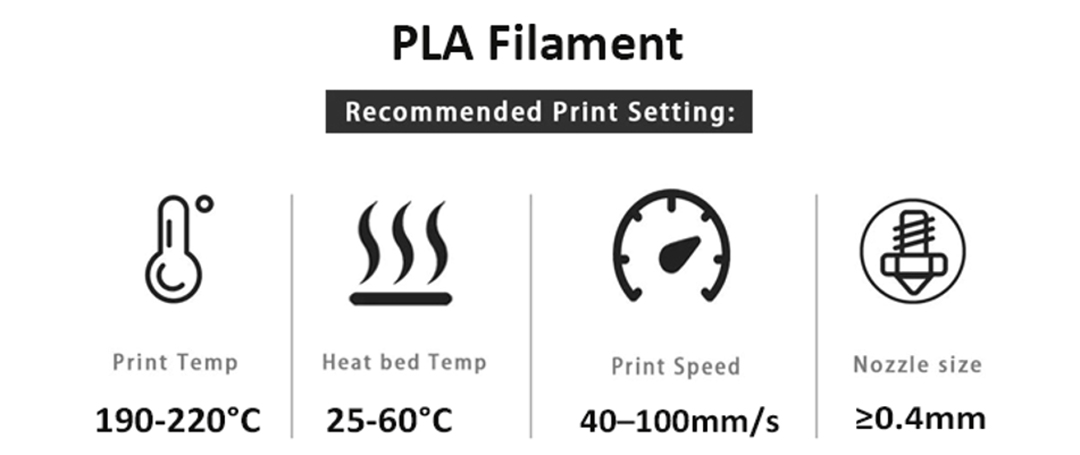
| Suhu Ekstruder (℃) | 190 – 220℃ |
| Suhu amben (℃) | 25 – 60°C |
| Ukuran Nozzle | ≥0.4mm |
| Kacepetan Kipas | Ing 100% |
| Kacepetan Nyetak | 40 – 100mm/dtk |
| Amben sing digawe panas | Opsional |
| Permukaan Bangunan sing Disaranake | Kaca nganggo lem, Kertas penutup, Lakban Biru, BuilTak, PEI |








